










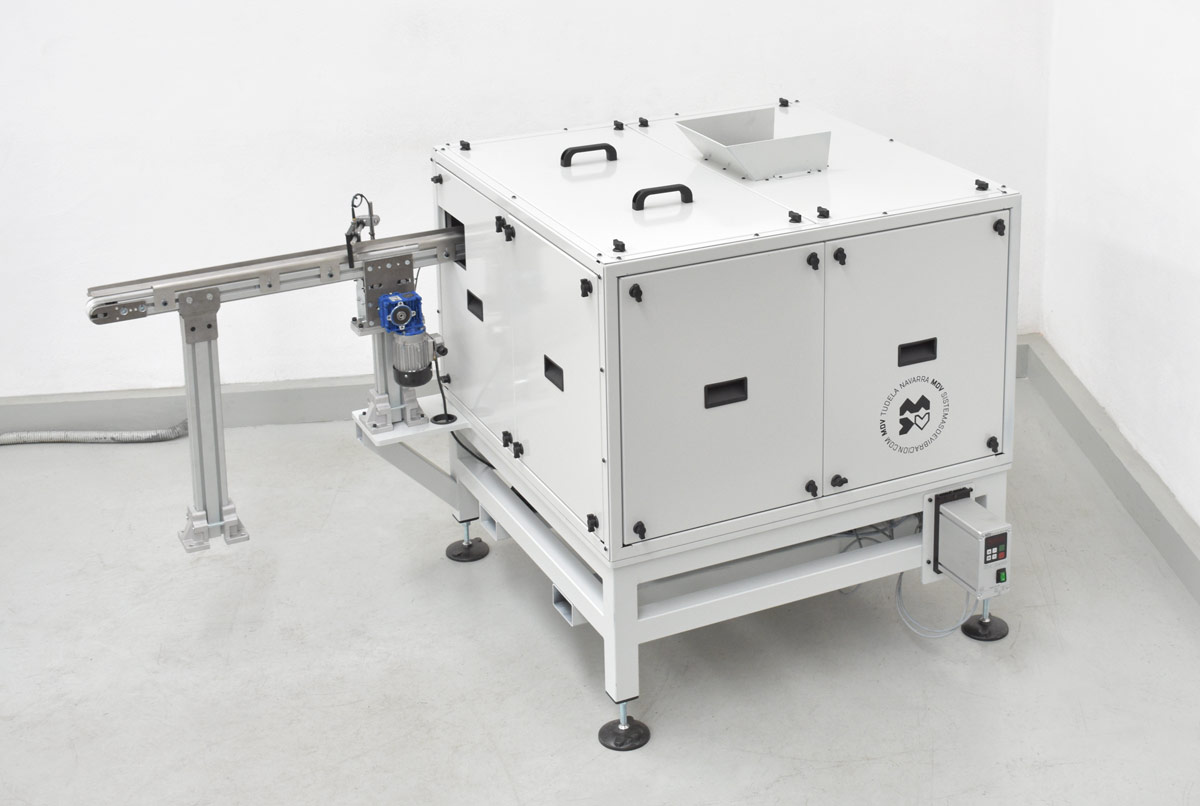
Alimentador industrial y verificador para tornillos métricos

Misión y peculiaridades
Posicionador y verificador… Este sistema es un auténtico 2 en 1. En la primera fase de su actividad las piezas son sometidas a la vibración de la cuba hasta conseguir la posición demandada. En la segunda, se encarga de satisfacer las necesidades dictadas por la cadena de control de calidad verificando individualmente el estado y condición de cada tornillo, manteniendo los correctos, y desechando los que no, para asegurar la petición de calidad al 100% y para ser servidos directamente a montaje, línea a la que llegan lanzados a través de un sistema de soplado compuesto por cuatro canales.
Os lo contamos un poco más despacio:
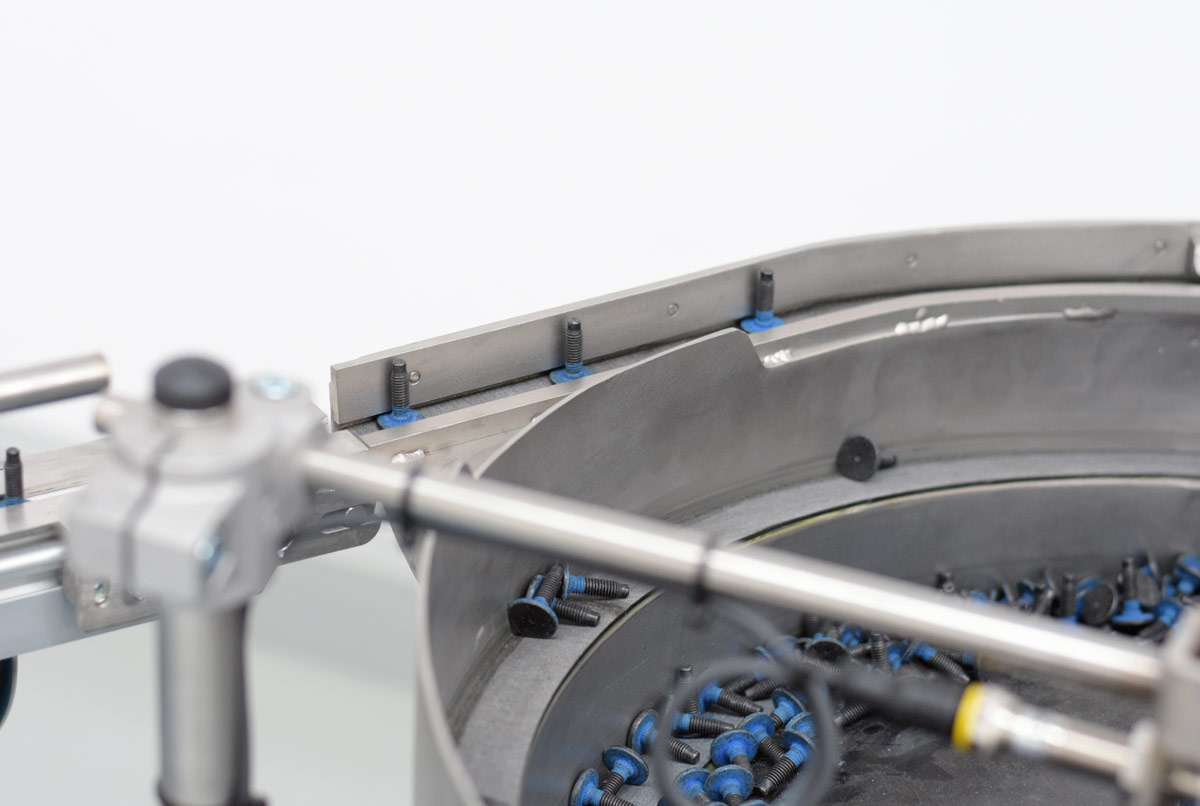
La tolva de alimentación abastece de tornillos a la cuba circular vibratoria, pero siempre en su justa medida gracias a un sensor de nivel instalado en la cuba.
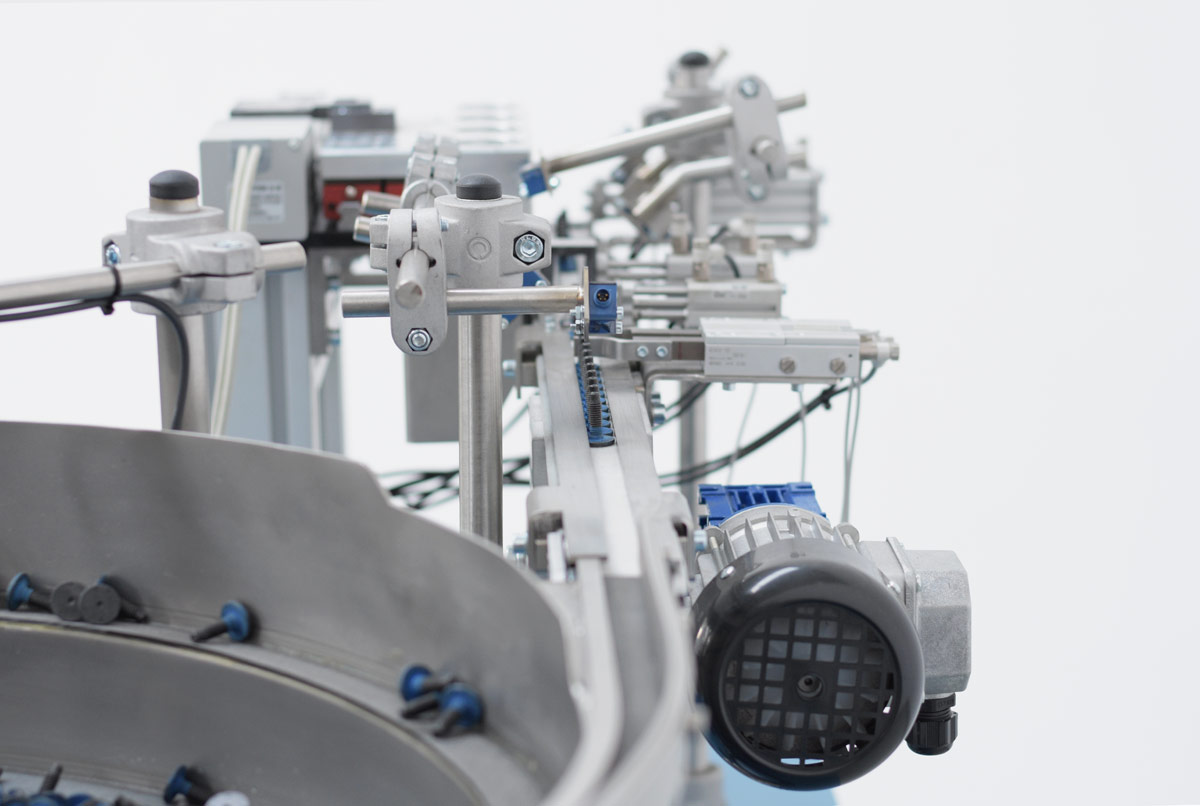
Constantemente vigilada por un sensor de saturación, la cuba circular posiciona los tornillos y alimenta la cinta transportadora eléctrica del lineal.
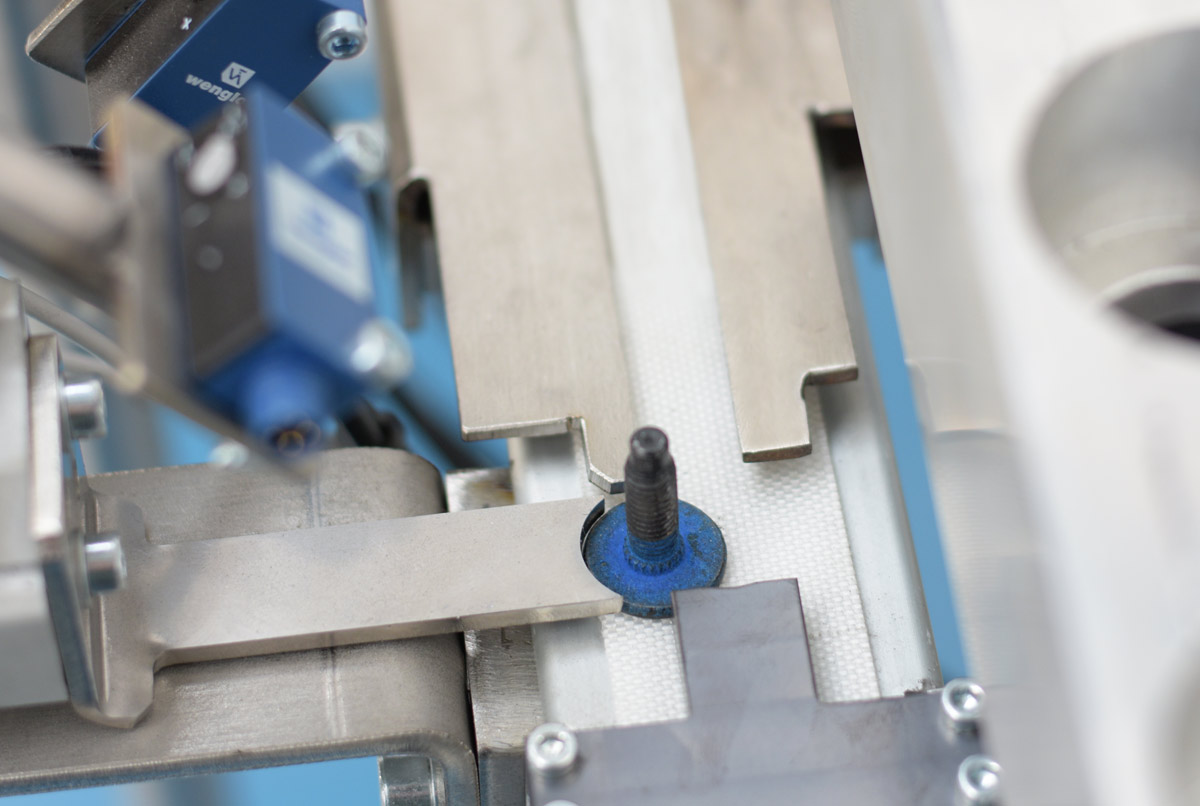
Los tornillos desfilan hasta alcanzar el sistema de paso a paso que permite el flujo individual de piezas y donde quedan verificadas sólo aquellas que presentan las condiciones óptimas para continuar la marcha. Todo esto controlado mediante sensores de presencia de pieza.
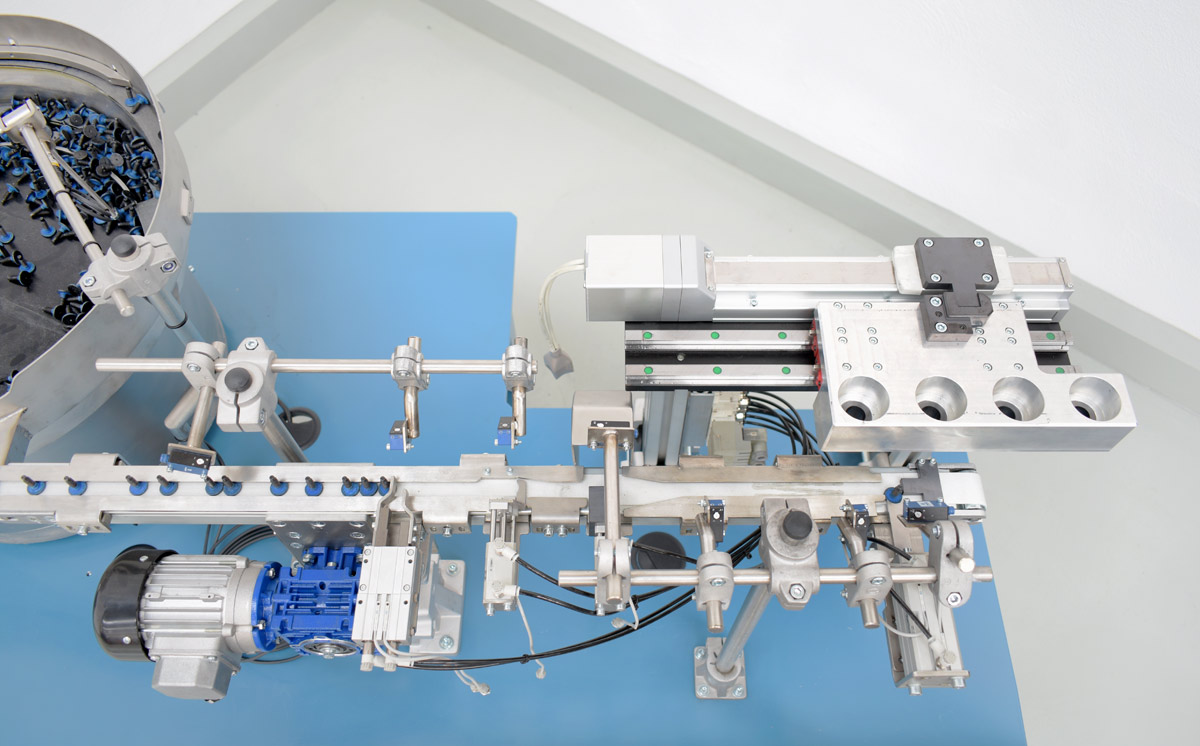
Al final del recorrido de la cinta se encuentran con la cuna y los tornillos experimentan un desplazamiento hasta el interior de la cámara de soplado. Aquí se regula la saturación máxima y mínima de piezas acumuladas.
Las piezas son lanzadas por impulsión de soplado de aire y son repartidas por cuatro canales construidos con tubos flexibles y transparentes que son vigilados por un cilindro eléctrico.
Como dato extra, comentar que la base vibratoria es un elemento aportado por el cliente que en MDV hemos recuperado y adaptado para que pueda responder a su nueva función dentro de este sistema.
Composición del sistema de posicionamiento
- 1 Base vibratoria antihoraria.
- 1 Tolva de autonomía.
- 1 Tolva escalonada de acero inoxidable. Diámetro: 600 mm.
- 1 Cinta transportadora eléctrica.
- 2 Mandos de control.
- 4 cilindros selectores: 1 paso a paso de 4 posiciones en un cilindro eléctrico.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyados en su cabeza.
Número de salidas
4, por soplado.
Cadencia solicitada
20 piezas / minuto.
Autonomía
8 horas.
Otras soluciones para automoción





›› PARA VER Y ESCUCHAR

Alimentador industrial y verificador para tornillos métricos
Misión y peculiaridades
Posicionador y verificador… Este sistema es un auténtico 2 en 1. En la primera fase de su actividad las piezas son sometidas a la vibración de la cuba hasta conseguir la posición demandada. En la segunda, se encarga de satisfacer las necesidades dictadas por la cadena de control de calidad verificando individualmente el estado y condición de cada tornillo, manteniendo los correctos, y desechando los que no, para asegurar la petición de calidad al 100% y para ser servidos directamente a montaje, línea a la que llegan lanzados a través de un sistema de soplado compuesto por cuatro canales.
Os lo contamos un poco más despacio:
La tolva de alimentación abastece de tornillos a la cuba circular vibratoria, pero siempre en su justa medida gracias a un sensor de nivel instalado en la cuba.
Constantemente vigilada por un sensor de saturación, la cuba circular posiciona los tornillos y alimenta la cinta transportadora eléctrica del lineal.
Los tornillos desfilan hasta alcanzar el sistema de paso a paso que permite el flujo individual de piezas y donde quedan verificadas sólo aquellas que presentan las condiciones óptimas para continuar la marcha. Todo esto controlado mediante sensores de presencia de pieza.
Al final del recorrido de la cinta se encuentran con la cuna y los tornillos experimentan un desplazamiento hasta el interior de la cámara de soplado. Aquí se regula la saturación máxima y mínima de piezas acumuladas.
Las piezas son lanzadas por impulsión de soplado de aire y son repartidas por cuatro canales construidos con tubos flexibles y transparentes que son vigilados por un cilindro eléctrico.
Como dato extra, comentar que la base vibratoria es un elemento aportado por el cliente que en MDV hemos recuperado y adaptado para que pueda responder a su nueva función dentro de este sistema.
Composición del sistema de posicionamiento
- 1 Base vibratoria antihoraria.
- 1 Tolva de autonomía.
- 1 Tolva escalonada de acero inoxidable. Diámetro: 600 mm.
- 1 Cinta transportadora eléctrica.
- 2 Mandos de control.
- 4 cilindros selectores: 1 paso a paso de 4 posiciones en un cilindro eléctrico.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyados en su cabeza.
Número de salidas
4, por soplado.
Cadencia solicitada
20 piezas / minuto.
Autonomía
8 horas.
Otras soluciones para automoción
›› PARA VER Y ESCUCHAR
Alimentador industrial y verificador para tornillos métricos
Misión y peculiaridades
Posicionador y verificador… Este sistema es un auténtico 2 en 1. En la primera fase de su actividad las piezas son sometidas a la vibración de la cuba hasta conseguir la posición demandada. En la segunda, se encarga de satisfacer las necesidades dictadas por la cadena de control de calidad verificando individualmente el estado y condición de cada tornillo, manteniendo los correctos, y desechando los que no, para asegurar la petición de calidad al 100% y para ser servidos directamente a montaje, línea a la que llegan lanzados a través de un sistema de soplado compuesto por cuatro canales.
Os lo contamos un poco más despacio:
La tolva de alimentación abastece de tornillos a la cuba circular vibratoria, pero siempre en su justa medida gracias a un sensor de nivel instalado en la cuba.
Constantemente vigilada por un sensor de saturación, la cuba circular posiciona los tornillos y alimenta la cinta transportadora eléctrica del lineal.
Los tornillos desfilan hasta alcanzar el sistema de paso a paso que permite el flujo individual de piezas y donde quedan verificadas sólo aquellas que presentan las condiciones óptimas para continuar la marcha. Todo esto controlado mediante sensores de presencia de pieza.
Al final del recorrido de la cinta se encuentran con la cuna y los tornillos experimentan un desplazamiento hasta el interior de la cámara de soplado. Aquí se regula la saturación máxima y mínima de piezas acumuladas.
Las piezas son lanzadas por impulsión de soplado de aire y son repartidas por cuatro canales construidos con tubos flexibles y transparentes que son vigilados por un cilindro eléctrico.
Como dato extra, comentar que la base vibratoria es un elemento aportado por el cliente que en MDV hemos recuperado y adaptado para que pueda responder a su nueva función dentro de este sistema.
Composición del sistema de posicionamiento
- 1 Base vibratoria antihoraria.
- 1 Tolva de autonomía.
- 1 Tolva escalonada de acero inoxidable. Diámetro: 600 mm.
- 1 Cinta transportadora eléctrica.
- 2 Mandos de control.
- 4 cilindros selectores: 1 paso a paso de 4 posiciones en un cilindro eléctrico.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyados en su cabeza.
Número de salidas
4, por soplado.
Cadencia solicitada
20 piezas / minuto.
Autonomía
8 horas.