






Alimentador industrial para casquillos axe

Misión y peculiaridades
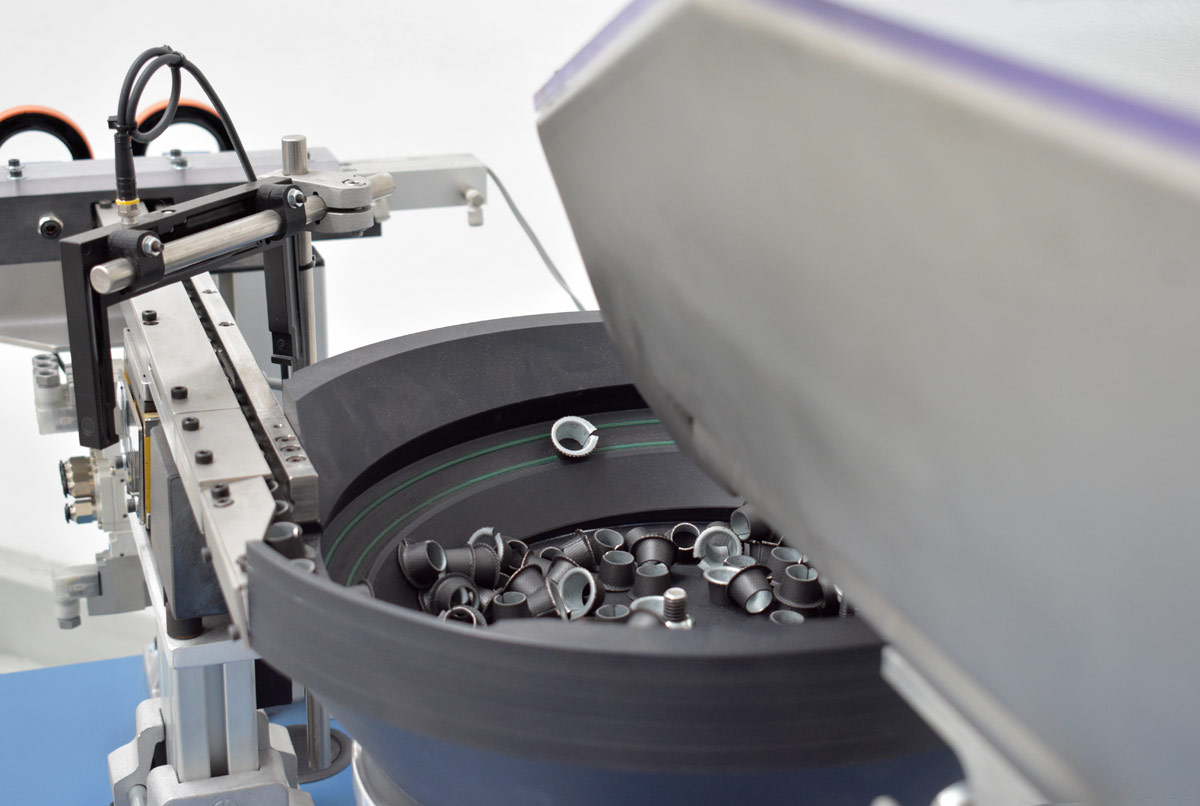
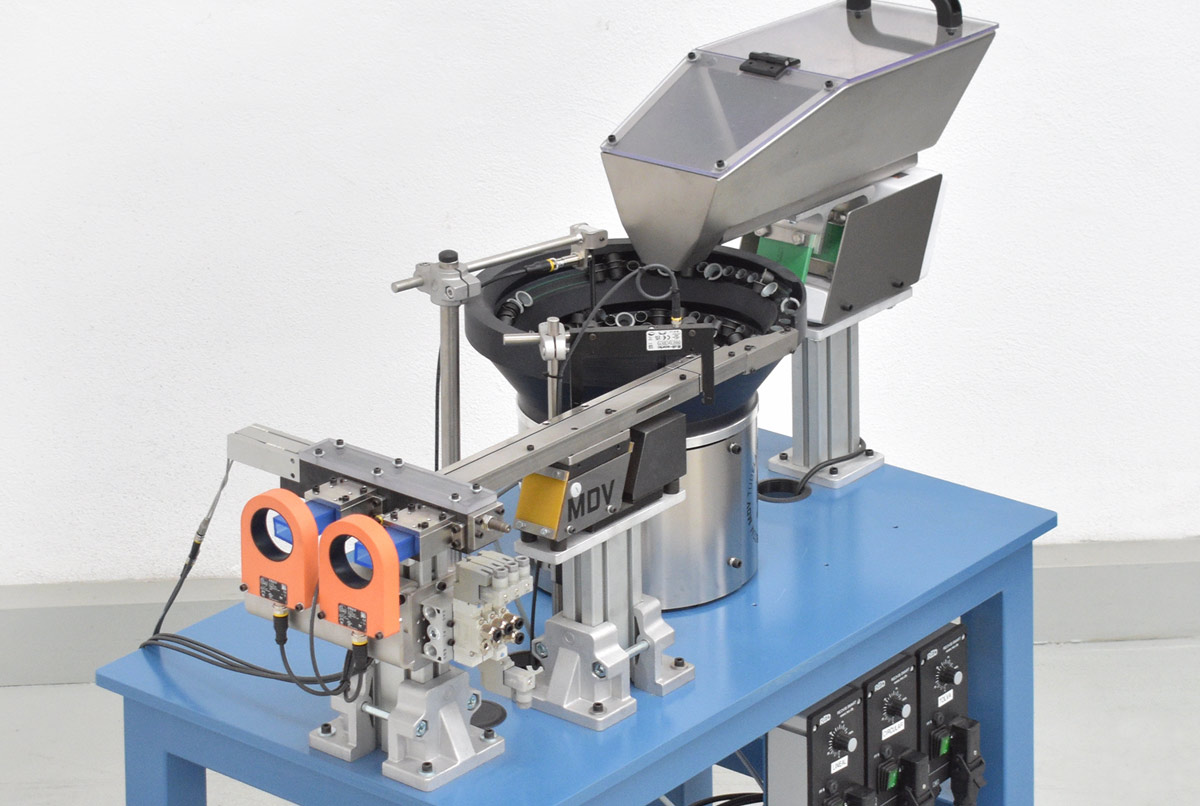
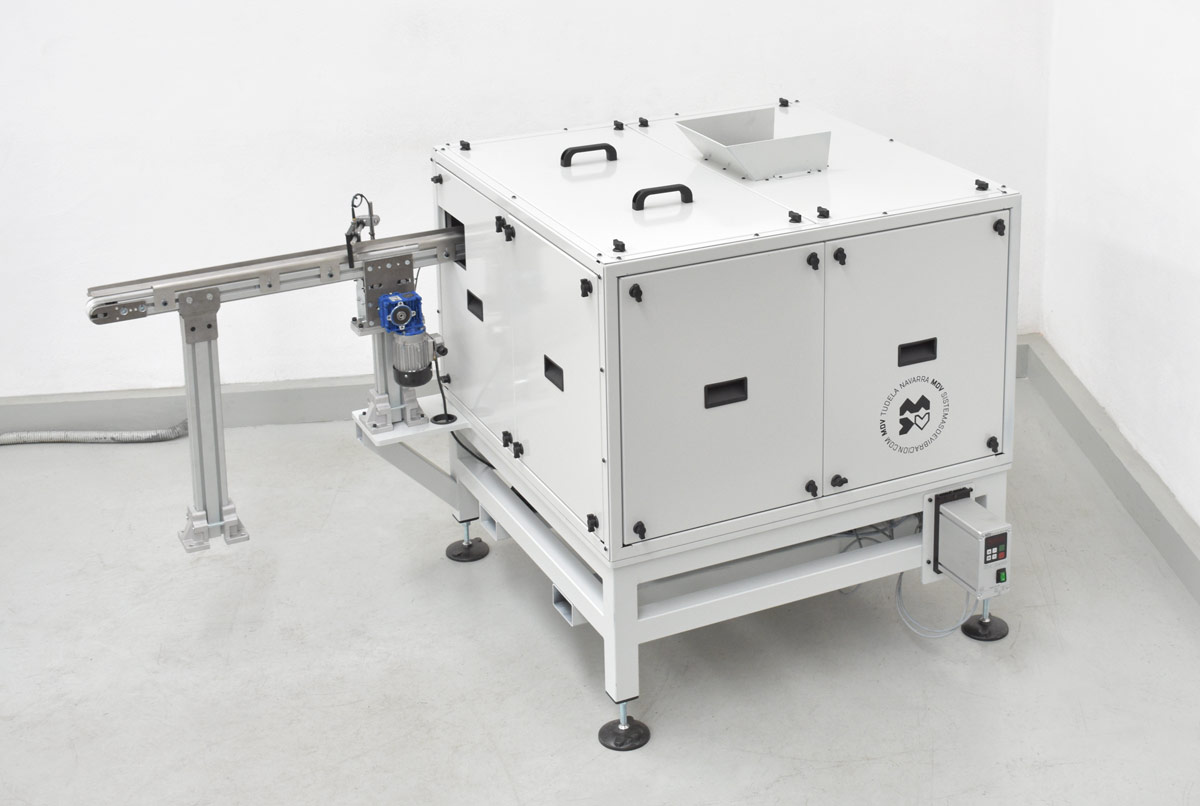
La vibración consigue que los casquillos se precipiten desde la tolva hasta la cuba principal, fabricada en fibra de vidrio, donde dará comienzo el proceso de posicionamiento automatizado de piezas. En nuestro sistema también participan un vibrador circular MDV-C250 y un vibrador lineal MDV-L450, sobre el que va una guía de 400 mm de longitud por donde circulan las piezas. Ambos componentes fabricados por nosotros; y todo ello sujeto por una mesa bastidor.
Una vez el posicionador vibratorio ha entregado las piezas correctamente orientadas –apoyadas sobre su base más grande–, el reto principal de este proyecto consiste en guiar los casquillos hasta un sistema de cuna de 2 posiciones para, seguidamente, ser sopladas a través de 2 salidas de tubo.
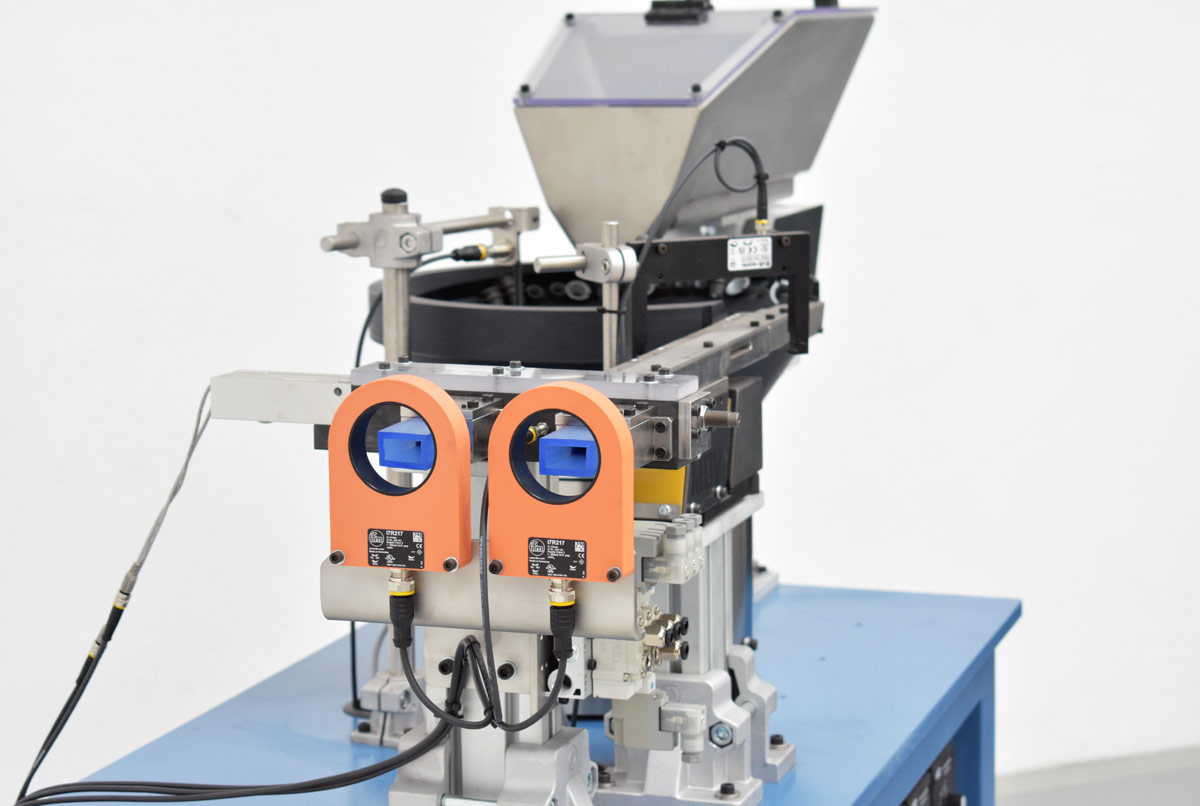
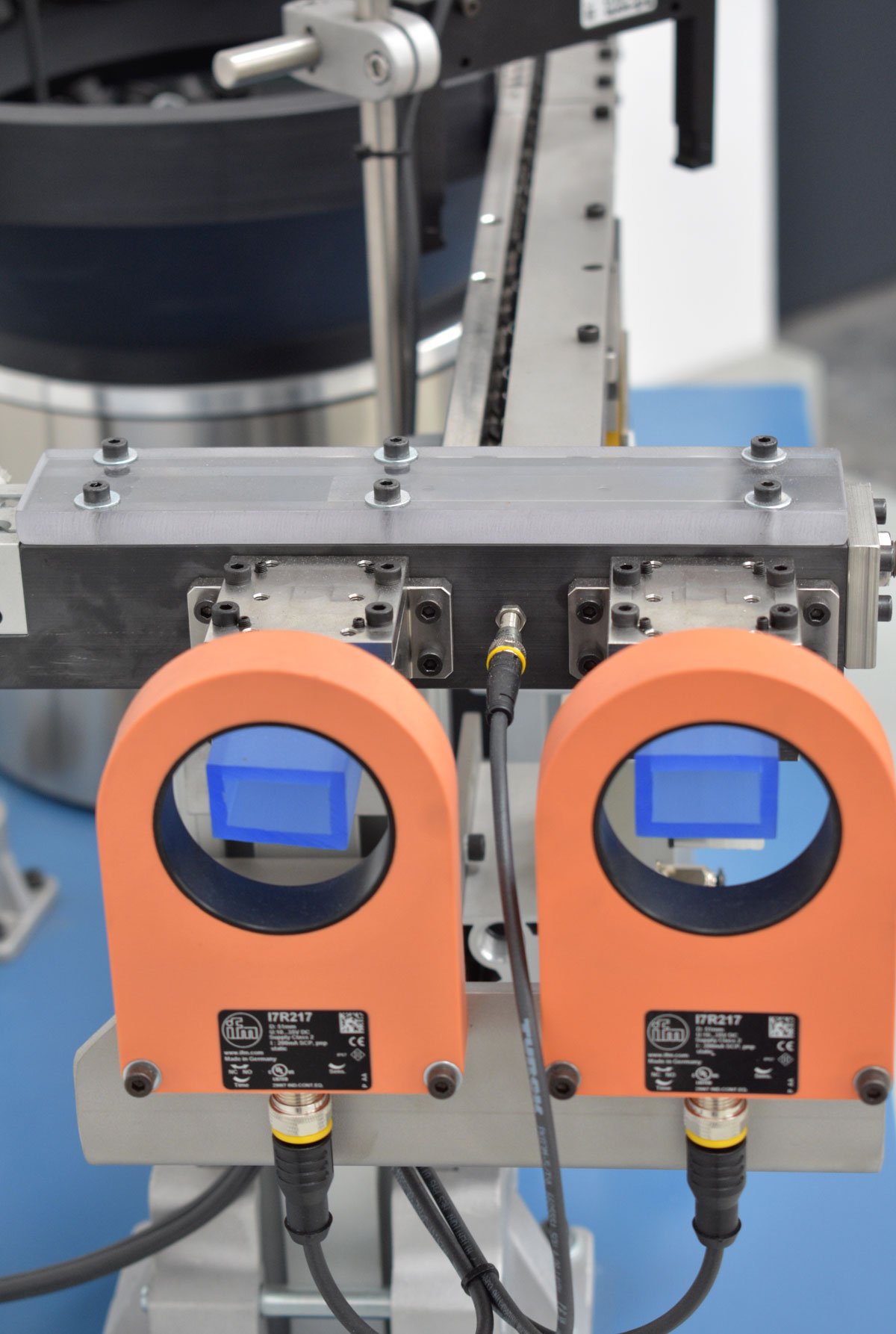
Esto se consigue por mediación de un detector inductivo, que hace a su vez de sensor de presencia y de sincronización. Al detectar la llegada de la pieza al punto de transferencia envía una orden para que el cilindro se mueva y pueda actuar como desviador, de este modo las piezas son guiadas hasta una de las dos salidas de tubo.
Posteriormente un soplado neumático impulsa la pieza por el tubo correspondiente. Ambos tubos llevan incorporado un detector que, una vez sobrepasado por la pieza, envía la señal a la electroválvula, y ésta emite un soplido que conduce las piezas hasta el otro extremo del tubo lo más rápido posible.
Por último, las 3 cajas de mando situadas en la parte inferior de la placa base se encargan de gobernar a los 3 vibradores presentes.
Composición del sistema de posicionamiento
- 1 Cuba de fibra de vidrio. Diámetro: 365 mm. Horario.
- 1 Vibrador circular MDV-C250.
- 1 Vibrador lineal MDV-L450 con guía.
- 1 Paso a paso con dos salidas.
- 3 Mandos de control.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyada sobre la base grande.
Número de salidas
2.
Cadencia solicitada
20 piezas / minuto.
Autonomía
1.000 piezas.
Otras soluciones para automoción




›› PARA VER Y ESCUCHAR

Alimentador industrial para casquillos axe
Misión y peculiaridades
La vibración consigue que los casquillos se precipiten desde la tolva hasta la cuba principal, fabricada en fibra de vidrio, donde dará comienzo el proceso de posicionamiento automatizado de piezas. En nuestro sistema también participan un vibrador circular MDV-C250 y un vibrador lineal MDV-L450, sobre el que va una guía de 400 mm de longitud por donde circulan las piezas. Ambos componentes fabricados por nosotros; y todo ello sujeto por una mesa bastidor.
Una vez el posicionador vibratorio ha entregado las piezas correctamente orientadas –apoyadas sobre su base más grande–, el reto principal de este proyecto consiste en guiar los casquillos hasta un sistema de cuna de 2 posiciones para, seguidamente, ser sopladas a través de 2 salidas de tubo.
Esto se consigue por mediación de un detector inductivo, que hace a su vez de sensor de presencia y de sincronización. Al detectar la llegada de la pieza al punto de transferencia envía una orden para que el cilindro se mueva y pueda actuar como desviador, de este modo las piezas son guiadas hasta una de las dos salidas de tubo.
Posteriormente un soplado neumático impulsa la pieza por el tubo correspondiente. Ambos tubos llevan incorporado un detector que, una vez sobrepasado por la pieza, envía la señal a la electroválvula, y ésta emite un soplido que conduce las piezas hasta el otro extremo del tubo lo más rápido posible.
Por último, las 3 cajas de mando situadas en la parte inferior de la placa base se encargan de gobernar a los 3 vibradores presentes.
Composición del sistema de posicionamiento
- 1 Cuba de fibra de vidrio. Diámetro: 365 mm. Horario.
- 1 Vibrador circular MDV-C250.
- 1 Vibrador lineal MDV-L450 con guía.
- 1 Paso a paso con dos salidas.
- 3 Mandos de control.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyada sobre la base grande.
Número de salidas
2.
Cadencia solicitada
20 piezas / minuto.
Autonomía
1.000 piezas.
Otras soluciones para automoción
›› PARA VER Y ESCUCHAR
Alimentador industrial para casquillos axe
Misión y peculiaridades
La vibración consigue que los casquillos se precipiten desde la tolva hasta la cuba principal, fabricada en fibra de vidrio, donde dará comienzo el proceso de posicionamiento automatizado de piezas. En nuestro sistema también participan un vibrador circular MDV-C250 y un vibrador lineal MDV-L450, sobre el que va una guía de 400 mm de longitud por donde circulan las piezas. Ambos componentes fabricados por nosotros; y todo ello sujeto por una mesa bastidor.
Una vez el posicionador vibratorio ha entregado las piezas correctamente orientadas –apoyadas sobre su base más grande–, el reto principal de este proyecto consiste en guiar los casquillos hasta un sistema de cuna de 2 posiciones para, seguidamente, ser sopladas a través de 2 salidas de tubo.
Esto se consigue por mediación de un detector inductivo, que hace a su vez de sensor de presencia y de sincronización. Al detectar la llegada de la pieza al punto de transferencia envía una orden para que el cilindro se mueva y pueda actuar como desviador, de este modo las piezas son guiadas hasta una de las dos salidas de tubo.
Posteriormente un soplado neumático impulsa la pieza por el tubo correspondiente. Ambos tubos llevan incorporado un detector que, una vez sobrepasado por la pieza, envía la señal a la electroválvula, y ésta emite un soplido que conduce las piezas hasta el otro extremo del tubo lo más rápido posible.
Por último, las 3 cajas de mando situadas en la parte inferior de la placa base se encargan de gobernar a los 3 vibradores presentes.
Composición del sistema de posicionamiento
- 1 Cuba de fibra de vidrio. Diámetro: 365 mm. Horario.
- 1 Vibrador circular MDV-C250.
- 1 Vibrador lineal MDV-L450 con guía.
- 1 Paso a paso con dos salidas.
- 3 Mandos de control.
- 1 Mesa bancada.
Posición de salida de la pieza
Apoyada sobre la base grande.
Número de salidas
2.
Cadencia solicitada
20 piezas / minuto.
Autonomía
1.000 piezas.